

1. Karakteristika for præcisionsekstruderingsmaterialer af aluminium og aluminiumlegering
Denne type produkt har en speciel form, tynd vægtykkelse, let vægt pr. enhed og meget strenge tolerancekrav. Sådanne produkter kaldes normalt præcisions- (eller ultrapræcisions-) profiler (rør) af aluminiumlegering, og teknologien til fremstilling af sådanne produkter kaldes præcisions- (eller ultrapræcisions-) ekstrudering.
Hovedtræk ved specialpræcisions- (eller ultrapræcisions-) ekstruderinger af aluminiumlegering er:
(1) Der findes mange varianter i små partier, og de fleste af dem er specialfremstillede ekstruderingsmaterialer, som anvendes i næsten alle samfundslag og alle aspekter af folks liv, herunder alle ekstruderingsprodukter, såsom rør, stænger, profiler og tråde, der involverer forskellige legeringer og tilstande. På grund af det lille tværsnit, den tynde vægtykkelse, den lette vægt og de små partier er det generelt ikke let at organisere produktionen.
(2) Komplicerede former og specielle konturer, for det meste formede, flade, brede, vingeformede, tandformede, porøse profiler eller rør. Overfladearealet pr. volumenhed er stort, og produktionsteknologien er vanskelig.
(3) Bred anvendelse, særlige krav til ydeevne og funktion. For at opfylde produktets anvendelseskrav er der valgt mange legeringstilstande, der dækker næsten alle legeringer fra 1××× til 8×××-serien og snesevis af behandlingstilstande med højt teknisk indhold.
(4) Udsøgt udseende og tynd vægtykkelse, generelt mindre end 0,5 mm, nogle når endda omkring 0,1 mm, vægten pr. meter er kun få gram til ti gram, men længden kan nå flere meter eller endda hundredvis af meter.
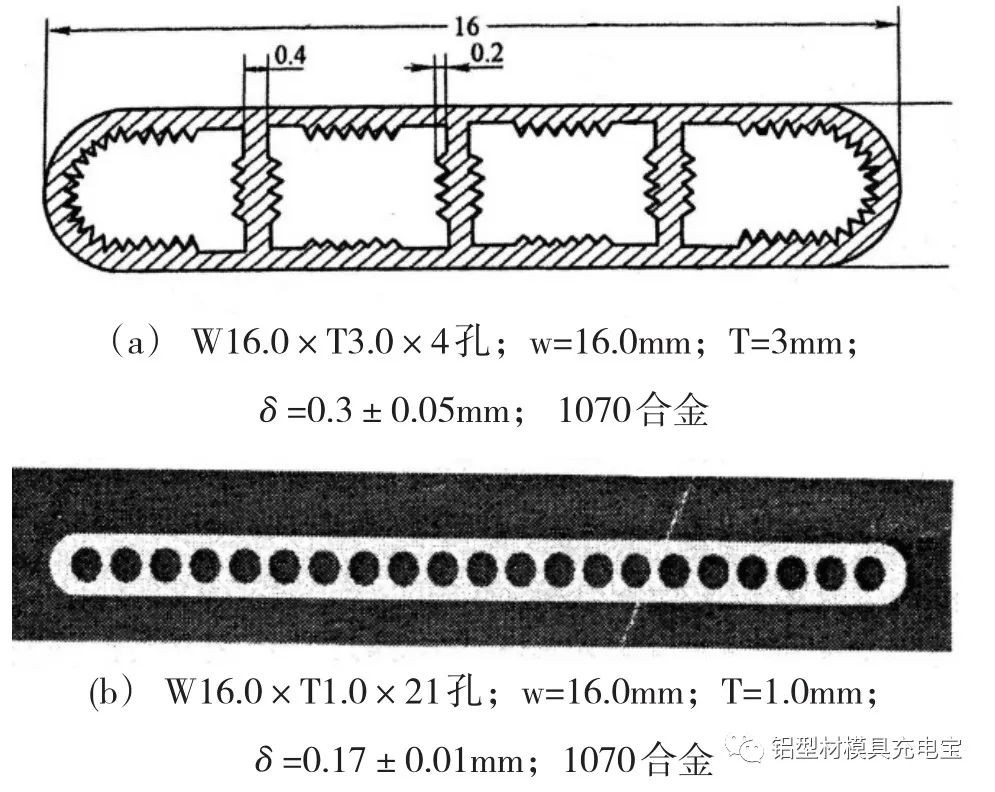
5) Kravene til dimensionsnøjagtighed og geometrisk tolerance for profilen er meget strenge. Generelt er tolerancerne for små præcisionsprofiler af aluminiumlegering mere end dobbelt så strenge som specialkvalitetstolerancerne i JIS-, GB- og ASTM-standarder. Vægtykkelsestolerancen for generelle præcisionsprofiler af aluminiumlegering skal være mellem ±0,04 mm og 0,07 mm, mens sektionsstørrelsestolerancen for ultrapræcisionsprofiler af aluminiumlegering kan være så høj som ±0,01 mm. For eksempel er vægten af den præcisionsaluminiumsprofil, der anvendes til potentiometeret, 30 g/m², og toleranceområdet for sektionsstørrelsen er ±0,07 mm. Tværsnitsstørrelsestolerancen for præcisionsprofiler af aluminium til væve er ±0,04 mm, vinkelafvigelsen er mindre end 0,5°, og bøjningsgraden er 0,83 × L. Et andet eksempel er det ultratynde, flade rør med høj præcision til biler med en bredde på 20 mm, en højde på 1,7 mm, en vægtykkelse på 0,17 ± 0,01 mm og 24 huller, som er typiske ultrapræcisionsprofiler af aluminiumlegering.
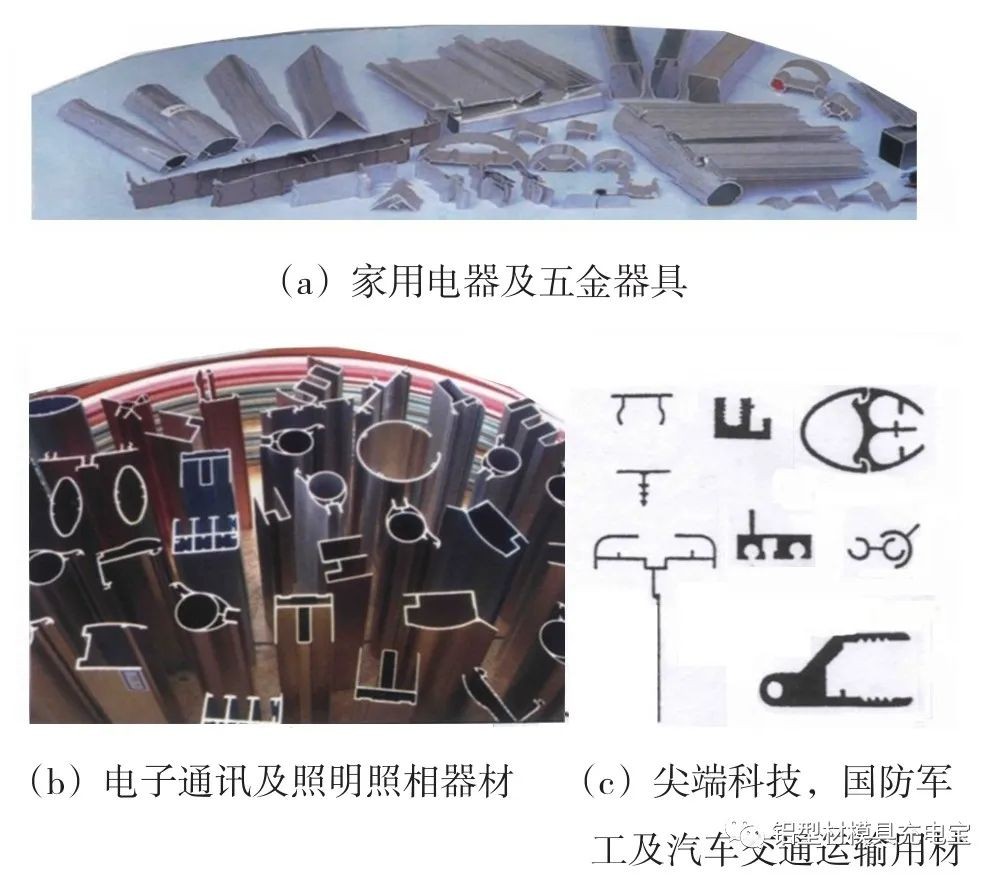
(6) Det har et højt teknisk indhold og er meget vanskeligt at producere, og det stiller særlige krav til ekstruderingsudstyr, værktøjer, billets og produktionsprocesser. Figur 1 er et eksempel på snittet af nogle små præcisionsprofiler af aluminiumlegering.
2. Klassificering af præcisionsekstruderingsmaterialer af aluminiumlegering
Præcisions- eller ultrapræcisions-aluminiumlegeringsekstruderinger anvendes i vid udstrækning i elektroniske instrumenter, kommunikationsudstyr og banebrydende videnskab, nationalt forsvar og militærindustri, præcisionsmekaniske instrumenter, svagstrømsudstyr, luftfart, atomkraftindustri, energi og kraft, ubåde og skibe, biler og transportværktøj, medicinsk udstyr, hardwareværktøj, belysning, fotografering og elektroniske apparater. Generelt kan præcisions- eller ultrapræcisions-aluminiumlegeringsekstruderinger opdeles i to kategorier efter deres udseende: den første kategori er profiler med små dimensioner. Denne type profil kaldes også ultralille profil eller miniform. Dens samlede størrelse er normalt kun et par millimeter, den minimale vægtykkelse er mindre end 0,5 mm, og enhedsvægten er fra flere gram til ti gram pr. meter. På grund af deres lille størrelse kræves der normalt snævre tolerancer for dem. For eksempel er tolerancen for tværsnitsdimensioner mindre end ±0,05 mm. Derudover er kravene til rethed og vridning af ekstruderede produkter også meget strenge.
Den anden type er profiler, der ikke har et særligt lille tværsnit, men som kræver meget strenge dimensionstolerancer, eller profiler, der har en kompleks tværsnitsform og tynd vægtykkelse, selvom tværsnitsstørrelsen er stor. Figur 2 viser det specialformede rør (industrielt rent aluminium) ekstruderet af et japansk firma på en 16,3MN horisontal hydraulisk presse med en speciel splitmatrice til en bilkondensator til aircondition. Vanskeligheden ved ekstrudering af denne type profil er ikke mindre end ved den førstnævnte type ultralille profil. Ekstruderede profiler med stor tværsnitsstørrelse og meget strenge tolerancekrav kræver ikke kun avanceret formdesignteknologi, men også streng styringsteknologi for hele produktionsprocessen fra emne til færdigt produkt.
Siden begyndelsen af 1980'erne har ekstrudering af små og ultrasmå profiler udviklet sig hurtigt på grund af den praktiske anvendelse af Conform kontinuerlig ekstruderingsteknologi og udviklingen af industriel teknologi. På grund af forskellige årsager, såsom udstyrsbegrænsninger, produktkvalitetskrav og fremskridt inden for ekstruderingsteknologi, udgør produktionen af små profiler på konventionelt ekstruderingsudstyr dog stadig en stor andel. Figur 2 viser præcisionsprofilerne for ekstrudering af konventionelle splitforme. Formens levetid (især shuntbroens og formkernens styrke og slidstyrke) og materialestrømmen under ekstrudering bliver de vigtigste faktorer, der påvirker dens produktion. Dette skyldes, at når profilen ekstruderes, er formkernens størrelse lille og formen kompleks, og styrke og slidstyrke er vigtige faktorer, der påvirker formens levetid. Formens levetid påvirker direkte produktionsomkostningerne. På den anden side har mange præcisionsprofiler tynde vægge og komplekse former, og materialestrømmen under ekstruderingsprocessen påvirker direkte profilernes form og dimensionsnøjagtighed.
For at forhindre oxidfilm og olie på barrens overflade i at flyde ind i produktet og sikre produktets ensartede og pålidelige kvalitet, kan barren, der er opvarmet til den indstillede temperatur, skrælles før ekstrudering (kaldet varmskrælning) og derefter hurtigt anbringes i ekstruderingsbeholderen til ekstrudering. Samtidig skal den ekstruderede pakning holdes ren for at forhindre olie og snavs i at klæbe til pakningen under processen med at fjerne overskydende tryk efter én ekstrudering og installere pakningen i den næste ekstrudering.
I henhold til sektionens dimensionsnøjagtighed og form- og positionstolerance kan specialpræcisionsprofiler af aluminiumlegering opdeles i specialpræcisionsprofiler af aluminiumlegering og små (miniature) ultrahøjpræcisionsprofiler af aluminiumlegering. Generelt overstiger nøjagtigheden de nationale standarder (såsom GB, JIS, ASTM osv.). Ultrahøjpræcision kaldes specialpræcisionsprofiler af aluminiumlegering. For eksempel er dimensionstolerancen over ±0,1 mm, og vægtykkelsestolerancen for den brudte overflade er inden for ±0,05 mm ~ ±0,03 mm for profiler og rør.
Når dens nøjagtighed er mere end dobbelt så høj som den nationale standard for ultrahøj præcision, kaldes den en lille (miniature) ultrahøjpræcisions aluminiumslegeringsprofil, såsom en formtolerance på ±0,09 mm, en vægtykkelsestolerance på ±0,03 mm ~ ±0,01 mm for en lille (miniature) profil eller et rør.
3. Udviklingsmuligheder for specialpræcisionsekstruderingsmaterialer af aluminium og aluminiumlegeringer
I 2017 oversteg produktionen og salget af aluminiumforarbejdningsmaterialer på verdensplan 6000 kt/a, hvoraf produktionen og salget af ekstruderingsmaterialer af aluminium og aluminiumlegeringer oversteg 25000 kt/a, hvilket tegner sig for mere end 40% af den samlede produktion og salg af aluminium. Ekstruderede mellemstænger af aluminium tegnede sig for 90%, hvoraf generelle profiler og stænger samt små og mellemstore bygningsprofiler tegnede sig for mere end 80% af stængerne, mens store og mellemstore profiler og specielle specialprofiler og stænger kun tegnede sig for omkring 15%. Rør tegner sig for omkring 8% af det ekstruderede materiale af aluminiumlegering, mens formede rør og specielle specialrør kun tegner sig for omkring 20% af rørene. Det fremgår af ovenstående, at den største produktion og salg af ekstruderingsmaterialer af aluminium og aluminiumlegeringer og de mest anvendte er små og mellemstore bygningsprofiler, generelle profiler, stænger og rør. Og specielle profiler, stænger og rør tegner sig kun for omkring 15%. De vigtigste egenskaber ved sådanne produkter er: med særlige funktioner eller ydeevne; dedikeret til et bestemt formål; Har en stor eller lille specifikationsstørrelse; Med ekstremt høj dimensionsnøjagtighed eller overfladekrav. Derfor er variationen større og batchen mindre, behovet for at øge specielle processer eller tilføje noget specielt udstyr og værktøjer, produktionen er vanskelig og det tekniske indhold er højt, produktionsomkostningerne øges, og merværdien øges.
Med fremskridt inden for videnskab og teknologi og den kontinuerlige forbedring af folks levestandard er der blevet stillet højere og højere krav til produktionen, kvaliteten og variationen af ekstruderingsprodukter af aluminium og aluminiumlegeringer. Især i de senere år har fremkomsten af produktpersonalisering fremmet udviklingen af specielle profiler og rør med personlige egenskaber og specifikke anvendelser.
Ultrapræcisionsprofiler anvendes i vid udstrækning i elektroniske instrumenter, kommunikation, post- og telekommunikationsudstyr, præcisionsmaskiner, præcisionsinstrumenter, svagstrømsudstyr, luftfart, atomubåde og skibe, bilindustrien og andre områder med små, tyndvæggede og meget præcise dele i sektionsstørrelse. Tolerancekravene er normalt meget strenge, for eksempel er tolerancen for sektionskonturstørrelse mindre end ±0,10 mm, og vægtykkelsestolerancen er mindre end ±0,05 mm. Derudover er tolerancer for fladhed, vridning og andre form- og positionstolerancer for ekstruderede produkter også meget strenge. Derudover er der meget strenge krav til udstyr, forme og processer i ekstruderingsprocessen for specielle små ultrapræcisionsprofiler af aluminiumlegering. På grund af den hurtige udvikling af moderne industri, banebrydende nationalt forsvar og videnskabelig forskning og andre foretagender samt forbedringen af graden af personalisering er antallet, variationen og kvaliteten af små ultrapræcisionsprofiler stadig højere. Selvom der i de senere år er udviklet og produceret en masse små ultrapræcisions aluminiumslegeringsprofiler af høj kvalitet, kan de stadig ikke imødekomme markedets behov. Især er der stadig en stor kløft mellem den indenlandske teknologi og det udstyr til produktion af små ultrapræcisions aluminiumslegeringsprofiler og det internationale avancerede niveau, som ikke kan imødekomme den indenlandske og udenlandske markedsefterspørgsel og skal indhentes.
4. Konklusion
Specialpræcisionsekstrudering af aluminium og aluminiumlegeringer (profiler og rør) er en type kompleks form, tynd vægtykkelse, dimensionstolerance og form- og positionsnøjagtighedskrav er meget krævende. Det tekniske indhold er vanskeligt at producere højkvalitetsmaterialer. Det er et uundværligt nøglemateriale for den nationale økonomi og det nationale forsvar, har en meget bred vifte af anvendelser og lovende udviklingsmuligheder for materialet. Produktionen af dette produkt stiller særlige krav til billet-, værktøjs- og ekstruderingsudstyr samt ekstruderingsprocesser, og en række centrale tekniske problemer skal løses for at opnå fremragende produkter i batcher.
Redigeret af May Jiang fra MAT Aluminum
Opslagstidspunkt: 7. april 2024



