

1. Introduktion
Letvægtsfremstilling i biler begyndte i udviklede lande og blev oprindeligt anført af traditionelle bilgiganter. Med den kontinuerlige udvikling har det vundet betydelig momentum. Fra det tidspunkt, hvor inderne først brugte aluminiumslegering til at producere krumtapaksler til biler, til Audis første masseproduktion af biler i aluminium i 1999, har aluminiumslegering oplevet en robust vækst i bilindustrien på grund af dens fordele såsom lav densitet, høj specifik styrke og stivhed, god elasticitet og slagfasthed, høj genanvendelighed og høj regenereringsrate. I 2015 havde anvendelsesandelen af aluminiumslegering i biler allerede oversteget 35 %.
Kinas lettelse af biler startede for mindre end 10 år siden, og både teknologisk og anvendelsesmæssigt halter bagefter udviklede lande som Tyskland, USA og Japan. Med udviklingen af nye energikøretøjer skrider materialelettelsen dog hurtigt frem. Ved at udnytte fremkomsten af nye energikøretøjer viser Kinas teknologi til lettelse af biler en tendens til at indhente de udviklede lande.
Kinas marked for letvægtsmaterialer er enormt. På den ene side startede Kinas letvægtsteknologi sent i udvikling sammenlignet med udviklede lande i udlandet, og køretøjernes samlede egenvægt er større. I betragtning af andelen af letvægtsmaterialer i udlandet er der stadig rigeligt med plads til udvikling i Kina. På den anden side vil den hurtige udvikling af Kinas nye energikøretøjsindustri, drevet af politikker, øge efterspørgslen efter letvægtsmaterialer og tilskynde bilvirksomheder til at bevæge sig mod letvægtsmaterialer.
Forbedringen af emissions- og brændstofforbrugsstandarder tvinger fremad i en acceleration af lettelse af biler. Kina implementerede fuldt ud China VI-emissionsstandarderne i 2020. Ifølge "Evalueringsmetode og indikatorer for brændstofforbrug af personbiler" og "Køreplan for energibesparelser og ny energikøretøjsteknologi" er brændstofforbrugsstandarden på 5,0 l/km. I betragtning af den begrænsede plads til betydelige gennembrud inden for motorteknologi og emissionsreduktion kan vedtagelse af foranstaltninger til at lette bilkomponenter effektivt reducere køretøjsemissioner og brændstofforbrug. Letvægtsreduktion af nye energikøretøjer er blevet en vigtig vej for industriens udvikling.
I 2016 udstedte China Automotive Engineering Society "Energy Saving and New Energy Vehicle Technology Roadmap", som planlagde faktorer som energiforbrug, rækkevidde og fremstillingsmaterialer til nye energikøretøjer fra 2020 til 2030. Letvægtsfremstilling vil være en nøgleretning for den fremtidige udvikling af nye energikøretøjer. Letvægtsfremstilling kan øge rækkevidden og imødegå "rækkeviddeangst" i nye energikøretøjer. Med den stigende efterspørgsel efter udvidet rækkevidde bliver lettelse af biler presserende, og salget af nye energikøretøjer er vokset betydeligt i de senere år. I henhold til kravene i scoresystemet og "Mellemlangsigtet udviklingsplan for bilindustrien" anslås det, at Kinas salg af nye energikøretøjer i 2025 vil overstige 6 millioner enheder med en sammensat årlig vækstrate på over 38 %.
2. Aluminiumlegeringsegenskaber og anvendelser
2.1 Karakteristika for aluminiumlegering
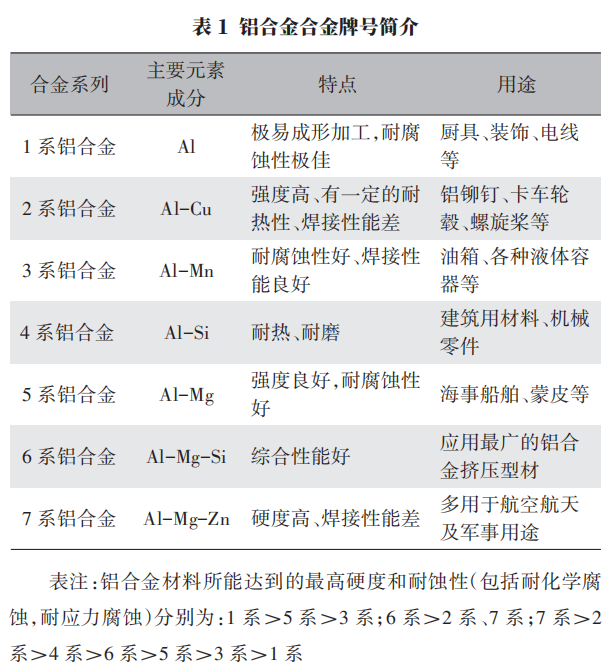
Aluminiums densitet er en tredjedel af ståls, hvilket gør det lettere. Det har højere specifik styrke, god ekstruderingsevne, stærk korrosionsbestandighed og høj genanvendelighed. Aluminiumlegeringer er kendetegnet ved primært at være sammensat af magnesium, udvise god varmebestandighed, gode svejseegenskaber, god udmattelsesstyrke, manglende evne til at blive forstærket ved varmebehandling og evnen til at øge styrken gennem koldbearbejdning. 6-serien er kendetegnet ved primært at være sammensat af magnesium og silicium, med Mg2Si som den primære forstærkningsfase. De mest anvendte legeringer i denne kategori er 6063, 6061 og 6005A. 5052 aluminiumplade er en AL-Mg-serie legeret aluminiumplade, med magnesium som det primære legeringselement. Det er den mest anvendte rustbeskyttende aluminiumlegering. Denne legering har høj styrke, høj udmattelsesstyrke, god plasticitet og korrosionsbestandighed, kan ikke forstærkes ved varmebehandling, har god plasticitet i halvkold hærdning, lav plasticitet i kold hærdning, god korrosionsbestandighed og gode svejseegenskaber. Det bruges hovedsageligt til komponenter som sidepaneler, tagdækninger og dørpaneler. 6063 aluminiumlegering er en varmebehandlelig forstærkende legering i AL-Mg-Si-serien med magnesium og silicium som de vigtigste legeringselementer. Det er en varmebehandlelig forstærkende aluminiumlegeringsprofil med medium styrke, der hovedsageligt bruges i strukturelle komponenter som søjler og sidepaneler for at opnå styrke. En introduktion til aluminiumlegeringskvaliteter er vist i tabel 1.
2.2 Ekstrudering er en vigtig formningsmetode for aluminiumlegering
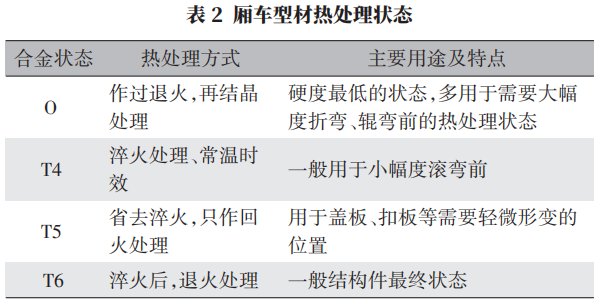
Ekstrudering af aluminiumlegering er en varmformningsmetode, og hele produktionsprocessen involverer formning af en aluminiumlegering under trevejs trykspænding. Hele produktionsprocessen kan beskrives som følger: a. Aluminium og andre legeringer smeltes og støbes til de nødvendige aluminiumlegeringsemner; b. De forvarmede emner anbringes i ekstruderingsudstyret til ekstrudering. Under påvirkning af hovedcylinderen formes aluminiumlegeringsemnen til de nødvendige profiler gennem formens hulrum; c. For at forbedre de mekaniske egenskaber af aluminiumsprofiler udføres opløsningsbehandling under eller efter ekstrudering, efterfulgt af ældningsbehandling. De mekaniske egenskaber efter ældningsbehandling varierer afhængigt af forskellige materialer og ældningsregimer. Varmebehandlingsstatus for kasseformede lastbilprofiler er vist i tabel 2.
Ekstruderede produkter af aluminiumlegering har flere fordele i forhold til andre formningsmetoder:
a. Under ekstrudering opnår det ekstruderede metal en stærkere og mere ensartet trevejs trykspænding i deformationszonen end valsning og smedning, så det fuldt ud kan udnytte det forarbejdede metals plasticitet. Det kan bruges til at bearbejde vanskeligt deformerbare metaller, der ikke kan bearbejdes ved valsning eller smedning, og kan bruges til at fremstille forskellige komplekse hule eller massive tværsnitskomponenter.
b. Fordi geometrien af aluminiumsprofiler kan varieres, har deres komponenter høj stivhed, hvilket kan forbedre køretøjets karosseri stivhed, reducere dets NVH-egenskaber og forbedre køretøjets dynamiske kontrolegenskaber.
c. Produkter med ekstruderingseffektivitet har efter bratkøling og ældning en betydelig højere længdestyrke (R, Raz) end produkter, der er forarbejdet med andre metoder.
d. Produkternes overflade efter ekstrudering har god farve og god korrosionsbestandighed, hvilket eliminerer behovet for anden korrosionsbestandig overfladebehandling.
e. Ekstruderingsbehandling har stor fleksibilitet, lave værktøjs- og formomkostninger samt lave omkostninger til designændringer.
f. På grund af kontrollerbarheden af tværsnit af aluminiumsprofiler kan graden af komponentintegration øges, antallet af komponenter kan reduceres, og forskellige tværsnitsdesign kan opnå præcis svejsepositionering.
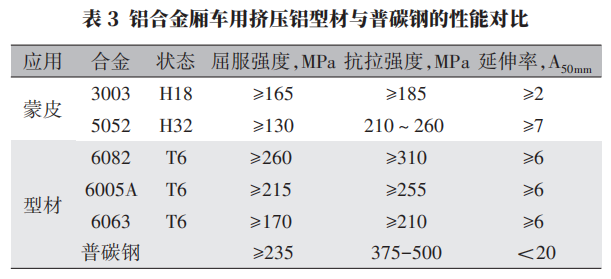
Ydelsessammenligningen mellem ekstruderede aluminiumsprofiler til kassevogne og almindeligt kulstofstål er vist i tabel 3.
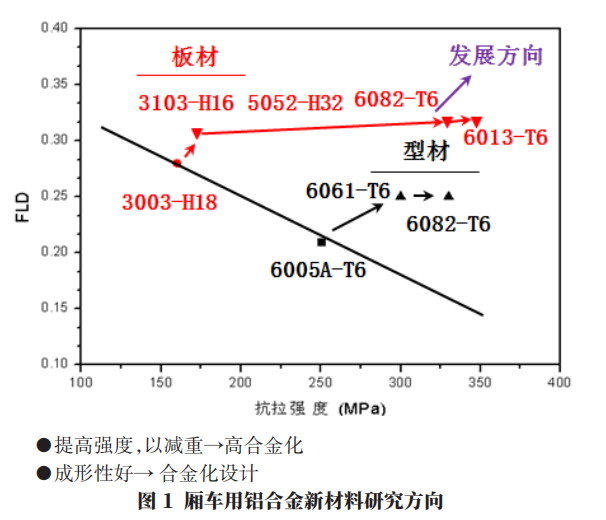
Næste udviklingsretning for aluminiumslegeringsprofiler til kasselastbiler: Yderligere forbedring af profilstyrken og ekstruderingsydelsen. Forskningsretningen for nye materialer til aluminiumslegeringsprofiler til kasselastbiler er vist i figur 1.
3. Struktur, styrkeanalyse og verifikation af kassevogne i aluminiumslegering
3.1 Aluminiumlegering kassevognsstruktur
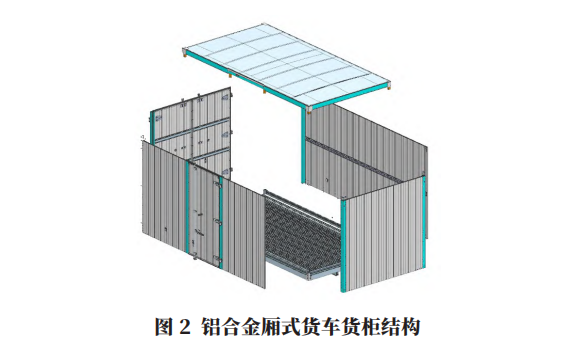
Gadgetcontaineren består hovedsageligt af frontpanelsamlinger, venstre og højre sidepanelsamlinger, bagdørssidepanelsamlinger, gulvsamlinger, tagsamlinger samt U-formede bolte, sidebeskyttere, bagbeskyttere, stænklapper og andet tilbehør, der er forbundet med andenklasseschassiset. Kassevognens tværbjælker, søjler, sidebjælker og dørpaneler er lavet af ekstruderede profiler af aluminiumlegering, mens gulv- og tagpaneler er lavet af flade plader af 5052 aluminiumlegering. Strukturen af kassevognen af aluminiumlegering er vist i figur 2.
Ved at bruge varm ekstruderingsprocessen af 6-seriens aluminiumlegering kan der dannes komplekse hule tværsnit. Et design af aluminiumsprofiler med komplekse tværsnit kan spare materialer, opfylde kravene til produktstyrke og stivhed og opfylde kravene til gensidig forbindelse mellem forskellige komponenter. Derfor er hovedbjælkens designstruktur og sektionsinertimomenter I og modstandsmomenter W vist i figur 3.
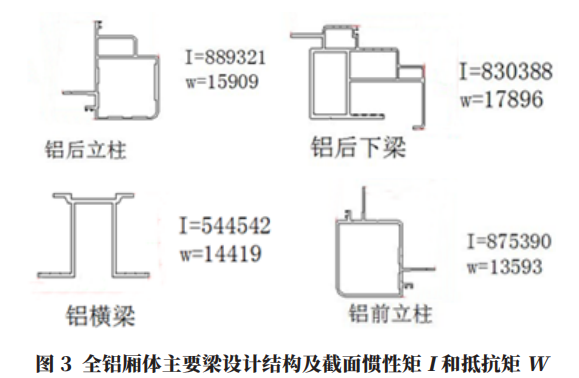
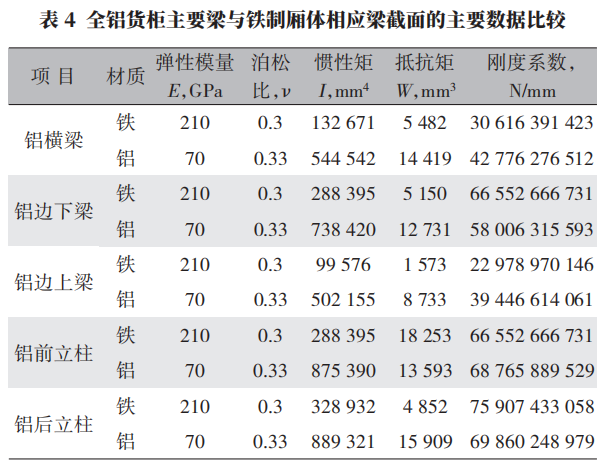
En sammenligning af hoveddataene i tabel 4 viser, at tværsnitsinertimomenterne og modstandsmomenterne for den designede aluminiumsprofil er bedre end de tilsvarende data for den jernfremstillede bjælkeprofil. Stivhedskoefficientdataene er omtrent de samme som for den tilsvarende jernfremstillede bjælkeprofil, og alle opfylder deformationskravene.
3.2 Beregning af maksimal spænding
Med den vigtigste lastbærende komponent, tværbjælken, som objekt beregnes den maksimale spænding. Den nominelle belastning er 1,5 t, og tværbjælken er lavet af en 6063-T6 aluminiumslegeringsprofil med mekaniske egenskaber som vist i tabel 5. Bjælken er forenklet som en udkragningskonstruktion til kraftberegning, som vist i figur 4.
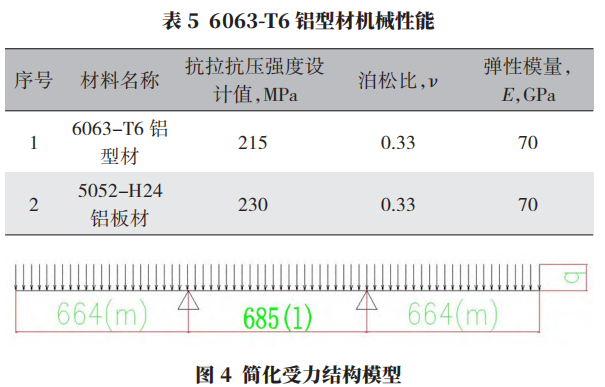
Med en bjælke med et spændvidde på 344 mm beregnes trykbelastningen på bjælken som F = 3757 N baseret på 4,5 t, hvilket er tre gange den statiske standardbelastning. q = F/L
hvor q er bjælkens indre spænding under lasten, N/mm; F er den last, som bjælken bærer, beregnet ud fra 3 gange den statiske standardbelastning, som er 4,5 t; L er bjælkens længde, mm.
Derfor er den indre spænding q:

Formlen for stressberegning er som følger:

Det maksimale moment er:

Med den absolutte værdi af momentet, M = 274283 N·mm, den maksimale spænding σ = M/(1,05 × w) = 18,78 MPa, og den maksimale spændingsværdi σ < 215 MPa, hvilket opfylder kravene.
3.3 Forbindelsesegenskaber for forskellige komponenter
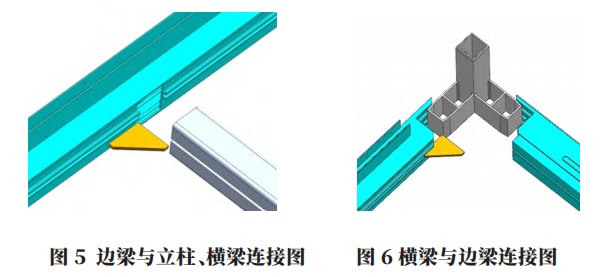
Aluminiumlegering har dårlige svejseegenskaber, og dens svejsepunktstyrke er kun 60% af basismaterialets styrke. På grund af et lag Al2O3 på aluminiumlegeringens overflade er smeltepunktet for Al2O3 højt, mens smeltepunktet for aluminium er lavt. Når aluminiumlegering svejses, skal Al2O3 på overfladen hurtigt brydes for at kunne udføre svejsning. Samtidig vil rester af Al2O3 forblive i aluminiumlegeringens opløsning, hvilket påvirker aluminiumlegeringens struktur og reducerer styrken af aluminiumlegeringens svejsepunkt. Derfor tages disse egenskaber fuldt ud i betragtning ved design af en beholder i ren aluminium. Svejsning er den primære positioneringsmetode, og de vigtigste lastbærende komponenter er forbundet med bolte. Forbindelser som nitning og svalehalestruktur er vist i figur 5 og 6.
Hovedstrukturen i den helaluminiums kasse er en struktur med vandrette bjælker, lodrette søjler, sidebjælker og kantbjælker, der er forbundet med hinanden. Der er fire forbindelsespunkter mellem hver vandret bjælke og lodret søjle. Forbindelsespunkterne er forsynet med savtakkede pakninger, der går i indgreb med den vandrette bjælkes savtakkede kant, hvilket effektivt forhindrer glidning. De otte hjørnepunkter er primært forbundet med stålkerneindsatser, der er fastgjort med bolte og selvlåsende nitter og forstærket af 5 mm trekantede aluminiumsplader, der er svejset inde i kassen for at forstærke hjørnepositionerne indvendigt. Kassens ydre udseende har ingen svejsninger eller synlige forbindelsespunkter, hvilket sikrer kassens overordnede udseende.
3.4 SE Synkron Engineering Technology
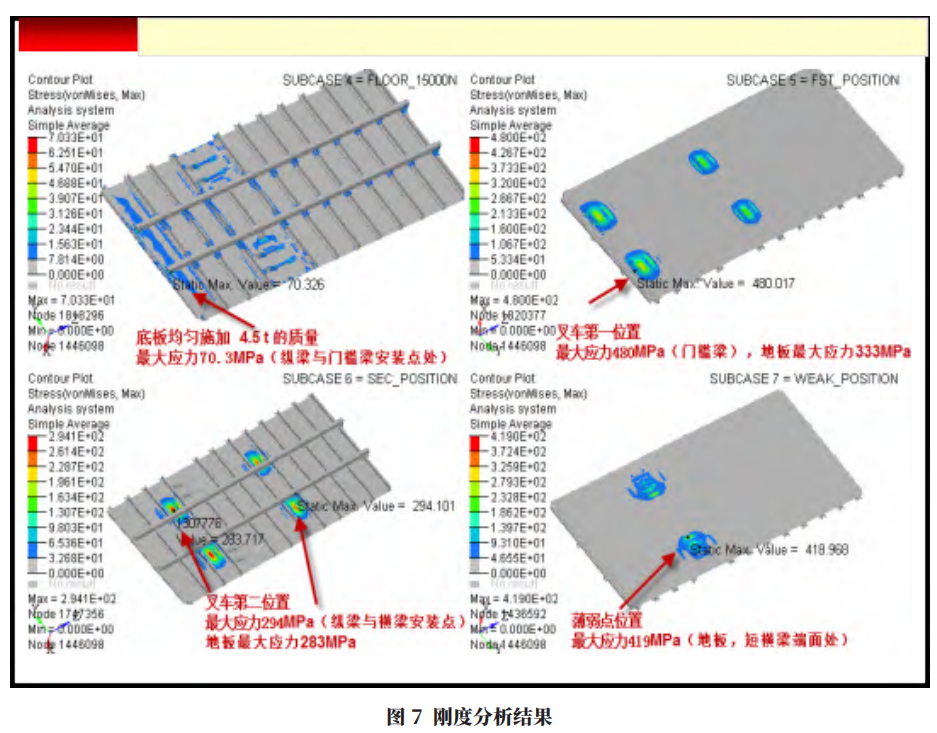
SE synkron ingeniørteknologi bruges til at løse problemer forårsaget af store akkumulerede størrelsesafvigelser for matchende komponenter i kassen og vanskelighederne med at finde årsagerne til huller og planhedsfejl. Gennem CAE-analyse (se figur 7-8) udføres en sammenligningsanalyse med jernfremstillede kasser for at kontrollere kassens samlede styrke og stivhed, finde svage punkter og træffe foranstaltninger til at optimere og forbedre designplanen mere effektivt.
4. Letvægtseffekt af aluminiumslegeringskassevogn
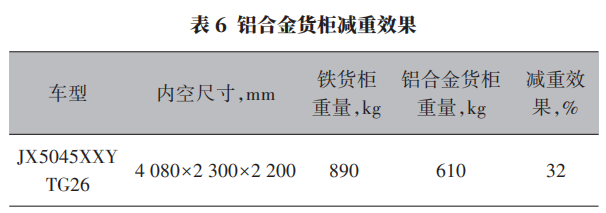
Ud over kassen kan aluminiumslegeringer bruges til at erstatte stål i forskellige komponenter i kasseformede lastbilcontainere, såsom skærme, bagskærme, sideskærme, dørlåse, dørhængsler og bagskørtkanter, hvilket opnår en vægtreduktion på 30 % til 40 % for lastrummet. Vægtreduktionseffekten for en tom lastcontainer på 4080 mm × 2300 mm × 2200 mm er vist i tabel 6. Dette løser fundamentalt problemerne med overdreven vægt, manglende overholdelse af annonceringer og lovgivningsmæssige risici ved traditionelle lastrum af jern.
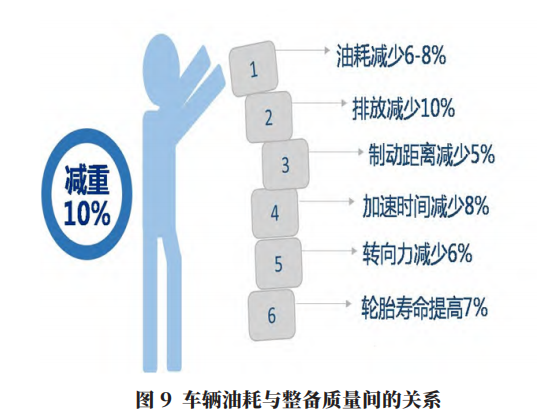
Ved at erstatte traditionelt stål med aluminiumlegeringer til bilkomponenter kan man ikke blot opnå fremragende letvægtseffekter, men det kan også bidrage til brændstofbesparelser, emissionsreduktion og forbedret køretøjsydelse. I øjeblikket er der forskellige meninger om, hvorvidt letvægt bidrager til brændstofbesparelser. Forskningsresultaterne fra International Aluminium Institute er vist i figur 9. Hver 10% reduktion i køretøjets vægt kan reducere brændstofforbruget med 6% til 8%. Baseret på indenlandske statistikker kan en reduktion af vægten af hver personbil med 100 kg reducere brændstofforbruget med 0,4 l/100 km. Letvægtseffektens bidrag til brændstofbesparelser er baseret på resultater opnået fra forskellige forskningsmetoder, så der er en vis variation. Letvægtseffekten i biler har dog en betydelig indvirkning på at reducere brændstofforbruget.
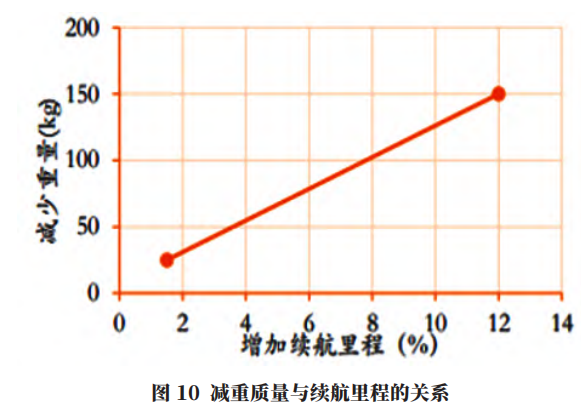
For elbiler er letvægtseffekten endnu mere udtalt. I øjeblikket er energitætheden for elbilbatterier betydeligt anderledes end for traditionelle køretøjer med flydende brændstof. Vægten af elsystemet (inklusive batteriet) i elbiler tegner sig ofte for 20% til 30% af køretøjets samlede vægt. Samtidig er det en verdensomspændende udfordring at bryde igennem batteriernes flaskehals. Før der sker et større gennembrud inden for højtydende batteriteknologi, er letvægtseffekt en effektiv måde at forbedre rækkevidden for elbiler. For hver 100 kg vægtreduktion kan rækkevidden for elbiler øges med 6% til 11% (forholdet mellem vægtreduktion og rækkevidde er vist i figur 10). I øjeblikket kan rækkevidden for rent elbiler ikke opfylde de fleste menneskers behov, men at reducere vægten med en vis mængde kan forbedre rækkevidden betydeligt, lette angsten for rækkevidde og forbedre brugeroplevelsen.
5. Konklusion
Ud over den aluminiumskonstruktion, der er introduceret i denne artikel, findes der forskellige typer kassevogne, såsom aluminiums honeycomb-paneler, aluminiumsspændeplader, aluminiumsrammer + aluminiumsbeklædning og jern-aluminium hybridlastcontainere. De har fordelene ved let vægt, høj specifik styrke og god korrosionsbestandighed, og de kræver ikke elektroforetisk maling til korrosionsbeskyttelse, hvilket reducerer miljøpåvirkningen af elektroforetisk maling. Aluminiumslegeringskassevognen løser grundlæggende problemerne med overdreven vægt, manglende overholdelse af annonceringer og lovgivningsmæssige risici ved traditionelle jernfremstillede lastrum.
Ekstrudering er en essentiel forarbejdningsmetode til aluminiumlegeringer, og aluminiumprofiler har fremragende mekaniske egenskaber, så komponenternes sektionsstivhed er relativt høj. På grund af det variable tværsnit kan aluminiumlegeringer opnå en kombination af flere komponentfunktioner, hvilket gør det til et godt materiale til letvægtsfremstilling i biler. Den udbredte anvendelse af aluminiumlegeringer står dog over for udfordringer såsom utilstrækkelig designkapacitet til lastrum i aluminiumlegeringer, problemer med formning og svejsning samt høje udviklings- og markedsføringsomkostninger for nye produkter. Hovedårsagen er stadig, at aluminiumlegering koster mere end stål, før genbrugsøkologien for aluminiumlegeringer bliver moden.
Afslutningsvis vil anvendelsesområdet for aluminiumlegeringer i biler blive bredere, og deres anvendelse vil fortsætte med at stige. I de nuværende tendenser inden for energibesparelser, emissionsreduktion og udviklingen af den nye energikøretøjsindustri, med den dybere forståelse af aluminiumlegeringsegenskaber og effektive løsninger på aluminiumlegeringsanvendelsesproblemer, vil aluminiumekstruderingsmaterialer blive mere udbredt anvendt til letvægtsfremstilling i biler.
Redigeret af May Jiang fra MAT Aluminum
Opslagstidspunkt: 12. januar 2024



